

 在线咨询
在线咨询 联系我们
联系我们

地址:山东省烟台市福山区福新路96号
电话:0535-2133512
手机:18653185598
手机:13022733777
邮箱:sd_kfy@cnkaifengyuan.com
各种塔板只有在一定的气液流量范围内操作,才能保证气液两相有效接触,从而得到较好的传质效果。可用塔板负荷性能图来表示塔板正常操作时气液流量的范围,塔盘设计厂家展示图中的几条边线所表示的气液流量限度为:
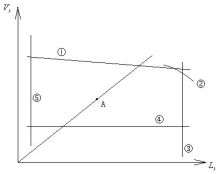
(1)漏液线。气体流量低于此限时,液体经开孔大量泄漏。
(2)过量雾沫夹带线。气体流量高于此限时,雾沫夹带量超过允许值,会使板效率显著下降。
(3)液流下限线。若液体流量过小,则溢流堰上的液层高度不足,会影响液流的均匀分布,致使板效率降低。
(4)液流上限线。液体流量太大时,液体在降液管内停留时间过短,液相夹带的气泡来不及分离,会造成气相返混,板效率降低。
(5)液泛线。气液流量超过此线时,引起降液管液泛,使塔的正常操作受到破坏。
如果塔板的正常操作范围大,对气液负荷变化的适应性好,就称这些塔板的操作弹性大。浮阀塔和泡罩塔的操作弹性较大,筛板塔稍差。塔盘设计厂家介绍的这三种塔型在正常范围内操作的板效率大致相同。
All kinds of trays can only be operated within a certain gas-liquid flow rate range to ensure the effective contact of the gas-liquid two-phase, so as to obtain a better mass transfer effect. The tray load performance graph can be used to indicate the gas-liquid flow range during normal operation of the tray. The gas-liquid flow limit indicated by the several side lines in the diagram shown by the tray designer is:
(1) Leakage line. When the gas flow rate is lower than this limit, a large amount of liquid leaks through the opening.
(2) Excessive mist entrainment line. When the gas flow is higher than this limit, the amount of mist entrainment exceeds the allowable value, which will significantly reduce the efficiency of the plate.
(3) Lower limit line of liquid flow. If the liquid flow is too small, the height of the liquid layer on the overflow weir will be insufficient, which will affect the uniform distribution of the liquid flow and reduce the efficiency of the plate.
(4) Upper limit of liquid flow. When the liquid flow rate is too large, the residence time of the liquid in the downcomer is too short, and the bubbles entrained in the liquid phase will not be separated in time, which will cause the gas phase back mixing and reduce the efficiency of the plate.
(5) Flood line. When the gas-liquid flow exceeds this line, it will cause the downcomer to flood, which will damage the normal operation of the tower.
If the normal operating range of the trays is large and the adaptability to gas-liquid load changes is good, the operating flexibility of these trays is said to be large. The operation flexibility of the valve tower and bubble tower is relatively large, and the sieve plate tower is slightly inferior. The plate efficiencies of the three types of towers introduced by the tray design manufacturers are roughly the same in the normal range.
全国咨询热线
地址:山东省烟台市福山区福新路96号
电话:0535-2133512
手机:18653185598
手机:13022733777
邮箱:sd_kfy@cnkaifengyuan.com

微信扫一扫

手机官网






